

Denim is one of the most iconic and widely used fabrics in the world. From vintage jeans to designer jackets, it plays a central role in global fashion and textile manufacturing. Yet few people truly understand the denim fabric production process—from cotton cultivation to indigo dyeing and finishing.
In this complete guide to denim manufacturing, we break down the fabric production into eight clear and practical stages:
1. Cotton cultivation and fiber preparation
2. Yarn spinning techniques used in denim
3. Warp yarn sizing and beam setup
4. Indigo dyeing methods for denim fabric
5. Denim weaving and twill construction
6. Fabric finishing processes for denim
7. Denim fabric quality control and inspection
8. Final applications and buyer considerations
This article is designed to help fabric buyers, denim brands, and sourcing managers better understand how denim is made—and how each step affects quality, appearance, and garment performance.
1. Cotton Cultivation and Fiber Preparation for Denim
The denim production process begins in cotton fields. Most denim fabrics use medium- or long-staple cotton for strength and softness. After harvesting, cotton undergoes ginning to remove seeds and impurities. The clean fiber, or ‘lint,’ is then baled and delivered to spinning mills.
Cotton used in denim production is often sourced from countries such as the United States, India, China, and Pakistan. The quality of the cotton—whether short, medium, or long staple—directly affects the softness, strength, and durability of the final denim fabric. High-staple cotton, such as Supima or Egyptian cotton, is typically used for premium denim.

After harvesting, the cotton undergoes mechanical ginning to remove seeds and impurities. This results in a fluffy, clean fiber known as ‘lint.’ Lint is then pressed into bales and shipped to spinning mills. At this point, the purity and cleanliness of the cotton fiber are crucial to minimizing yarn breakage during spinning and weaving stages.
2. Yarn Spinning for Denim: Ring-Spun vs Open-End
At the mill, cotton fibers are spun into yarn. Denim manufacturers use either ring spinning, which gives a textured, vintage feel ideal for premium denim jeans, or open-end spinning, which is faster and creates more uniform yarns for mass-market production.
Spinning is the process of converting raw cotton fibers into continuous yarns. In denim, two common spinning technologies are applied:
– Ring Spinning: This traditional method twists and thins the fiber into a soft, strong yarn. Ring-spun yarns have natural slubs and slight irregularities, which add character to the fabric and enhance fading. These are widely used in high-end, vintage-style jeans.

– Open-End (OE) Spinning: A faster and more automated technique. It produces more consistent yarns and is suitable for mass production of affordable denim products. However, OE yarns are slightly bulkier and have less depth in fading behavior.
The spinning method influences the feel, price, and visual aging of the finished denim product.
3. Warp Yarn Sizing and Beam Setup in Denim Production
To reduce breakage during dyeing and weaving, denim warp yarns are coated with a sizing solution (usually starch-based). These yarns are then aligned onto warp beams in preparation for indigo dyeing—a crucial step in achieving consistent quality.
Warp sizing is a critical step that determines how well yarns withstand the mechanical stress of dyeing and weaving. Typically, sizing agents include starch, polyvinyl alcohol (PVA), or carboxymethyl cellulose (CMC), which coat and protect the yarn surface.
Improper sizing can lead to yarn breakage, fabric inconsistencies, or machine downtime. Once coated, warp yarns are wound onto large beams with precise tension. The setup process also aligns the yarns to minimize skew and helps maintain consistency throughout long production runs.
4. Indigo Dyeing Process: Rope Dyeing vs Slasher Dyeing
Indigo dyeing gives denim its iconic blue color. In rope dyeing, yarns are twisted and dipped repeatedly, allowing better oxidation and deeper color. Slasher dyeing is faster but produces a more uniform, flatter look. Indigo dye sits on the surface of the yarn, leading to the beautiful fade effects denim is known for.
Indigo dyeing is unlike other textile dyeing methods because indigo dye does not penetrate fiber deeply. Instead, it sits on the surface, which creates the signature fading effect. Most mills perform 6 to 12 dips per rope, depending on the desired depth of color. Between dips, yarns pass through air to oxidize and develop the final hue.
In addition to the method, other variables such as dye concentration, dwell time, and oxidation quality influence the final denim color and how it will age in consumer hands.
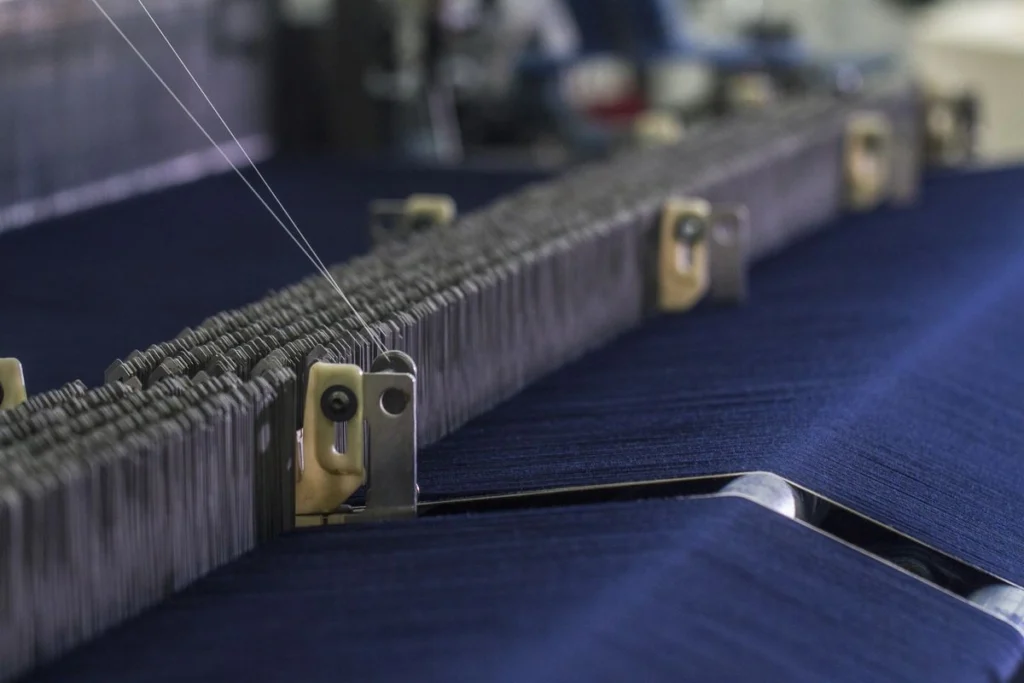
5. Denim Weaving Techniques and Twill Structures
Denim is typically woven in a 3×1 right-hand twill, producing the classic diagonal rib. Weaving methods like 2×1 twill or broken twill affect softness, durability, and stretch. Shuttle looms produce selvage denim, prized for its clean edges and heritage appeal.
The weave structure affects denim’s drape, strength, and how it interacts with dye. In a 3×1 twill, three warp yarns float over a single weft, making the fabric durable and stiff. This structure is most commonly used in standard jeans. Meanwhile, a 2×1 weave is more pliable and suited for garments requiring better flexibility like shirts or skirts.
Broken twill is preferred in workwear or western jeans as it resists twisting after washing. Each weave has a visual and structural impact, offering designers unique creative control.
6. Denim Fabric Finishing: From Raw to Ready
Post-weaving, denim is stiff and unfinished. Finishing processes include desizing, singeing, sanforization (pre-shrinking), softening, and sometimes brushing or coating. These steps improve comfort, reduce shrinkage, and prepare the denim for garment manufacturing.
After weaving, denim may feel stiff and coarse. The finishing process adds value by improving comfort, look, and performance. Some mills also apply functional finishes such as water-repellent coatings or odor control treatments.

Garment buyers often request enzyme or ozone pre-washes to give denim a softer touch before assembly. Additionally, laser finishing and eco-finishing techniques are gaining popularity for their reduced environmental impact.
ZEVA DENIM: Fast, Reliable Denim Fabric Manufacturer in China
A great example of innovation in denim finishing is ZEVA DENIM—a vertically integrated denim fabric supplier based in China. With over 200 styles, competitive pricing, low MOQ, and 7-day delivery for in-stock products, ZEVA DENIM supports global buyers with flexible and fast denim sourcing solutions. Learn more at https://www.zevadenim.com/
ZEVA DENIM has built a strong reputation in global markets such as Southeast Asia, South America, and North Africa. With a capacity exceeding 20 million meters annually and advanced R&D, ZEVA offers trend-driven fabrics for jeans, jackets, skirts, and uniforms.
Their low MOQ and fast shipping make ZEVA DENIM ideal for both small fashion studios and large-scale garment manufacturers looking for reliable, flexible partners.
7. Denim Quality Control: Inspection and Fabric Testing
Quality assurance in denim production includes a four-point inspection system, tear and tensile strength testing, shrinkage control, and colorfastness evaluation. Suppliers also check for shade consistency across rolls to maintain batch uniformity.
Before shipment, every roll of denim is inspected under bright lighting and with a 4-point system to detect flaws like weaving defects, dye streaks, or misalignment.
Standard lab tests also include:
– Tear resistance
– Colorfastness to rubbing and washing
– Dimensional stability (shrinkage)
– Tensile strength
Quality control ensures that what buyers see in sample books matches what they receive in production.
8. Practical Applications of Denim Fabric: What Buyers Should Know
Each stage of denim production affects its suitability for different applications. Brands should align yarn type, weight, dye depth, and finishing with their target product—whether it’s stretch skinny jeans, workwear jackets, or premium selvage denim.
Different denim styles suit different end uses. For example:
– Lightweight stretch denim (8–9 oz) is ideal for summer shorts and women’s skinny jeans.
– Midweight (10–12 oz) is standard for classic five-pocket jeans.
– Heavyweight (13–16 oz) is suitable for utility workwear or raw denim enthusiasts.
Buyers should consider usage conditions, target market, and care instructions when selecting fabric. Collaborating with mills that offer wash test reports and color cards helps reduce production errors and customer complaints.
Conclusion: The Complete Denim Manufacturing Process Matters
Understanding how denim is made—from cotton harvesting to indigo dyeing and fabric finishing—helps sourcing professionals make informed decisions. Every technical step adds value, performance, and character. Choose experienced suppliers like ZEVA DENIM to ensure quality, speed, and flexibility in every roll of denim fabric.
Each step in the denim manufacturing process contributes to the overall quality, sustainability, and character of the fabric. As consumer awareness around ethical sourcing and garment longevity grows, brands that understand their textile supply chain have a clear advantage.
By working with trusted mills like ZEVA DENIM and understanding how cotton becomes a finished roll of denim, buyers and designers can make smarter, faster, and more sustainable decisions.



